










Hvitbok: Grunnleggende om innpressingsteknikk
PRESSFESTINGSOMRÅDET SOM ET ROBUST ALTERNATIV TIL LODDETEKNIKKEN
INNTRODUKSJON
Siden innføringen i telekommunikasjonsbransjen har innpressingsteknikken utviklet seg til å bli en etablert nøkkelteknologi innen bil- og industriell elektronikk. I lys av aktuelle trender som elektrifisering, autonom kjøring og Industri 4.0 øker kravene til pålitelige og holdbare koblingssystemer stadig.
Spesielt i tøffe bruksmiljøer med vibrasjon, temperatursvingninger, fuktighet og mekanisk belastning overbeviser innpressingsteknikken med høy prosesssikkerhet og langvarig stabilitet. Til tross for ulike utforminger av innpressingssonen har alle løsningene samme mål: en varig mekanisk fast og elektrisk pålitelig forbindelse mellom kretskortet og kontakten.
Dette oppnås ved at innpressingssonen utformes større enn kretskortets hull og presses inn med definert kraft. Slik oppnås en gasstett, elektrisk stabil og mekanisk belastbar forbindelse med konstant lav kontaktmotstand.
Spesielt i tøffe bruksmiljøer med vibrasjon, temperatursvingninger, fuktighet og mekanisk belastning overbeviser innpressingsteknikken med høy prosesssikkerhet og langvarig stabilitet. Til tross for ulike utforminger av innpressingssonen har alle løsningene samme mål: en varig mekanisk fast og elektrisk pålitelig forbindelse mellom kretskortet og kontakten.
Dette oppnås ved at innpressingssonen utformes større enn kretskortets hull og presses inn med definert kraft. Slik oppnås en gasstett, elektrisk stabil og mekanisk belastbar forbindelse med konstant lav kontaktmotstand.
GRUNNLEGGENDE
Ved innpressingsteknikken opprettes en elektrisk forbindelse mellom kontakten og kretskortet ved å presse en kontaktpinne (pin) inn i et gjennomgående hull i kretskortet.
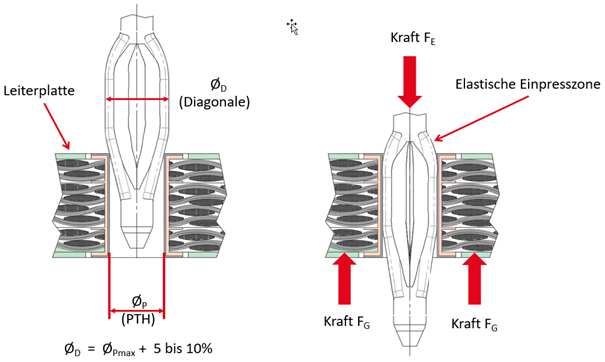
Innpressingsteknikken bygger på et enkelt prinsipp:
Innpressingssonen til en kontaktpinne har i tverrsnitt en større diagonal enn det metalliserte hullet i kretskortet. Deformasjonen som oppstår ved innpressingen opptas av den fleksible sonen på kontaktpinnen, slik at kretskorthylsen bare deformeres i liten grad. Dette skaper en kaldsveising mellom kontaktpinnen og det metalliserte kretskort-hullet: en gasstett, korrosjonssikker, lavohmisk og elektrisk høyt ledende forbindelse. Denne forblir permanent stabil selv under høye mekaniske og termiske belastninger – som vibrasjon, bøying og store temperatursvingninger.
Vi anbefaler overvåking under innpressingsprosessen. Kraft-vei-analyser samt kamerabaserte systemer muliggjør en pålitelig vurdering av forbindelseskvaliteten.
I tillegg til den velprøvde innpressingsteknikken med vår innpressingssone Tcom press® tilbyr ept også andre tilkoblingsteknologier, som loddede gjennomgående kontakter, THR eller SMT – hver tilpasset den aktuelle applikasjonen.
Innpressingsteknikken bygger på et enkelt prinsipp:
Innpressingssonen til en kontaktpinne har i tverrsnitt en større diagonal enn det metalliserte hullet i kretskortet. Deformasjonen som oppstår ved innpressingen opptas av den fleksible sonen på kontaktpinnen, slik at kretskorthylsen bare deformeres i liten grad. Dette skaper en kaldsveising mellom kontaktpinnen og det metalliserte kretskort-hullet: en gasstett, korrosjonssikker, lavohmisk og elektrisk høyt ledende forbindelse. Denne forblir permanent stabil selv under høye mekaniske og termiske belastninger – som vibrasjon, bøying og store temperatursvingninger.
Vi anbefaler overvåking under innpressingsprosessen. Kraft-vei-analyser samt kamerabaserte systemer muliggjør en pålitelig vurdering av forbindelseskvaliteten.
I tillegg til den velprøvde innpressingsteknikken med vår innpressingssone Tcom press® tilbyr ept også andre tilkoblingsteknologier, som loddede gjennomgående kontakter, THR eller SMT – hver tilpasset den aktuelle applikasjonen.
FORDELER MED INNPRESSINGSTEKNIKK
Sammenlignet med tradisjonell loddeteknikk gir innpressingsteknikken en rekke fordeler både når det gjelder kvalitet, økonomi, funksjon og miljø. Den utmerker seg ved svært høy pålitelighet og mekanisk belastbarhet, og er spesielt motstandsdyktig mot støt og vibrasjoner. I tillegg unngås typiske feil som kalde loddepunkter eller kortslutninger.
Også økonomisk overbeviser innpressingsteknikken gjennom sin reparasjonsevne og kostnadseffektiv montering. Funksjonelt muliggjør den en prosesssikker bearbeiding uten termisk belastning av kretskortet, noe som skåner komponentene. Samtidig forblir kontaktpunktene på stikkontaktene fri for loddetinn.
I tillegg gir innpressingsteknikken miljømessige fordeler, da det verken oppstår loddedamp eller flussmiddelrester, og man kan unngå ekstra rengjøringsprosesser. Den oppfyller dermed gjeldende miljøkrav og retningslinjer som RoHS og WEEE.
Også økonomisk overbeviser innpressingsteknikken gjennom sin reparasjonsevne og kostnadseffektiv montering. Funksjonelt muliggjør den en prosesssikker bearbeiding uten termisk belastning av kretskortet, noe som skåner komponentene. Samtidig forblir kontaktpunktene på stikkontaktene fri for loddetinn.
I tillegg gir innpressingsteknikken miljømessige fordeler, da det verken oppstår loddedamp eller flussmiddelrester, og man kan unngå ekstra rengjøringsprosesser. Den oppfyller dermed gjeldende miljøkrav og retningslinjer som RoHS og WEEE.
ULEMPER VED INNPRESSINGSTEKNIKKEN
Til tross for sine mange fordeler har innpressingsteknikken også noen begrensninger sammenlignet med loddeteknikken. Den stiller høye krav til kretskortets kvalitet, særlig når det gjelder hulldiameter og toleranser, og krever spesialverktøy og spesialutstyr, noe som medfører høyere investeringskostnader.
I tillegg oppstår det mekaniske belastninger under innpressingsprosessen, som kan føre til skader ved feil bruk. Miniatyriseringen er også delvis begrenset sammenlignet med loddeteknikken.
I tillegg oppstår det mekaniske belastninger under innpressingsprosessen, som kan føre til skader ved feil bruk. Miniatyriseringen er også delvis begrenset sammenlignet med loddeteknikken.
UTVALGSKRITERIER FOR INNPRESSINGSTEKNIKK
En pålitelig innpressingsforbindelse bygger på et optimalt samspill mellom flere kvalitetsfaktorer. Avgjørende er særlig utformingen av innpressingssonen, den spesifikke bruksområdet, kretskortets egenskaper samt produksjonsprosessen.
Bare når disse faktorene er avstemt med hverandre, kan innpressingsteknikken utnytte sitt fulle potensial og sikre en varig stabil, mekanisk holdbar og elektrisk sikker forbindelse.
Bare når disse faktorene er avstemt med hverandre, kan innpressingsteknikken utnytte sitt fulle potensial og sikre en varig stabil, mekanisk holdbar og elektrisk sikker forbindelse.
I. Utvalgskriterier for kretskortet
Tabellen sammenligner ulike overflatebehandlinger for kretskort med hensyn til lagtykkelse og egnethet for innpressingsteknikk.
| Overflate | |||||
| Immersion Sn | ENIG | Immersjon Ag | OSP | HAL blyfri | |
| Lagtykkelse | 0,8 til 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Egnethet for innpressingsteknikk | veldig god | begrenset* | begrenset* | god | begrenset* |
Tinn-dypping er best egnet, OSP vurderes som godt, mens ENIG, sølv-dypping og blyfri HAL kun er delvis egnet – avhengig av bruksområdet.
I tillegg vises typiske innpressingssoner, som vanligvis består av tinn eller tinnlegeringer på et nikkelbelegg. Samlet sett gjør brosjyren det klart at valg av overflate har en avgjørende innflytelse på kvaliteten og påliteligheten til innpressingsteknikken, og må velges nøye ut fra bruksområdet.
I tillegg vises typiske innpressingssoner, som vanligvis består av tinn eller tinnlegeringer på et nikkelbelegg. Samlet sett gjør brosjyren det klart at valg av overflate har en avgjørende innflytelse på kvaliteten og påliteligheten til innpressingsteknikken, og må velges nøye ut fra bruksområdet.
II. Utvelgelseskriterier for innpressingssonen
I innpressingssonen er følgende overflatebehandlinger mulige: matte tinn-, tinn-bly-, sølv-tinn- eller tinn-sølv-belegg, samt indiumbelegg, alle på et underlag av nikkel.
| Overflater | ||
| 0,30–1,50 µm Sn matt | over | 1–3 µm matt Ni |
| 0,30–1,50 µm SnPb 92/8–97/3 matt | over | 1–3 µm matt nikkel |
| 0,35–1,50 µm AgSn eller SnAg | over | 1–3 µm matt Ni |
| 0,30–1,50 µm In | over | 1–3 µm matt Ni |
Den riktige overflaten er avgjørende for en pålitelig pressforbindelse. Den påvirker presskreftene og må kunne deformeres plastisk under belastning uten å bli skadet. Samtidig sikrer den en stabil elektrisk kontakt, beskytter mot korrosjon og reduserer overgangsresistansen. Et egnet belegg bidrar dessuten til å forhindre skader på kretskortet og sikre en pålitelig, reproduserbar prosess.
HULLOPPBYGGING
For å oppnå en pressforbindelse av høy kvalitet må man ved produksjon av kretskort være spesielt oppmerksom på borhullsdiameteren, sluttdiameteren, tykkelsen på kobberhylsen og overflaten på kretskortet.
Riktig hullkonstruksjon er avgjørende, da den direkte påvirker den mekaniske stabiliteten og den elektriske påliteligheten til forbindelsen. Bare med korrekt tilpassede hull- og hylsemål oppnås den nødvendige presspassningen, som sikrer et sikkert feste og konstant kontakt. Avvik kan føre til for høye presskreftene, skader på gjennomgående kontakter eller utilstrekkelig kontakt. I tillegg bidrar en passende hullkonstruksjon til å utjevne produksjonstoleranser og sikre en jevn prosesskvalitet.
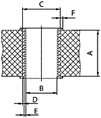
Følgende hullkonstruksjon er et eksempel på en utførelse.
Riktig hullkonstruksjon er avgjørende, da den direkte påvirker den mekaniske stabiliteten og den elektriske påliteligheten til forbindelsen. Bare med korrekt tilpassede hull- og hylsemål oppnås den nødvendige presspassningen, som sikrer et sikkert feste og konstant kontakt. Avvik kan føre til for høye presskreftene, skader på gjennomgående kontakter eller utilstrekkelig kontakt. I tillegg bidrar en passende hullkonstruksjon til å utjevne produksjonstoleranser og sikre en jevn prosesskvalitet.
Følgende hullkonstruksjon er et eksempel på en utførelse.
| LP-materiale | FR4 | |
| Nominell hull | Ø 1,0 mm | |
| A | Kretskorttykkelse | min. 1,44 mm |
| B | Endehull | Ø 1,0 +0,09 / -0,06 mm |
| C | Grunnboring | 1,15 ±0,025 mm |
| D | Cu-lag | min. 25 µm |
| E | Overflate | kjemisk Sn-lag, 0,5 – 1,5 µm |
| F | Restring | min. 0,1 mm |
BEHANDLING
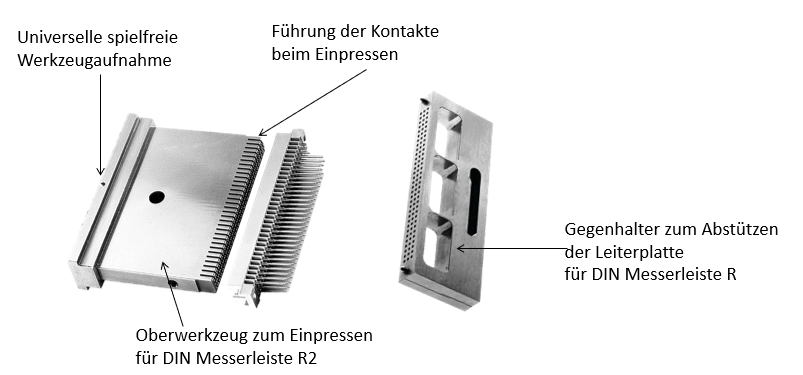
For å oppnå en varig, mekanisk og elektrisk pålitelig tilkobling er en kontrollert innpressingsprosess avgjørende. Det er absolutt nødvendig å bruke et oververktøy samt en motholder.
Oververktøyet overfører pressens kraft til kontakten, mens motholderen støtter kretskortet og beskytter det mot mekaniske spenninger. Avhengig av kontakten brukes flate verktøy eller kamverktøy.
Hvis verktøyene ikke er optimalt tilpasset hverandre, kan uønskede krefter virke på kretskortet og skade allerede monterte komponenter. Innpressingskraften bør tas opp fullstendig av underverktøyet.
Kretskort med innpressede kontakter bør ikke varmes opp over 125 °C.
Oververktøyet overfører pressens kraft til kontakten, mens motholderen støtter kretskortet og beskytter det mot mekaniske spenninger. Avhengig av kontakten brukes flate verktøy eller kamverktøy.
Hvis verktøyene ikke er optimalt tilpasset hverandre, kan uønskede krefter virke på kretskortet og skade allerede monterte komponenter. Innpressingskraften bør tas opp fullstendig av underverktøyet.
Kretskort med innpressede kontakter bør ikke varmes opp over 125 °C.
Konklusjon
Innpressingsteknikken utgjør et effektivt og fremtidssikkert alternativ til tradisjonell loddeteknikk. Den utmerker seg ved høy prosesssikkerhet, utmerket mekanisk stabilitet og en varig pålitelig elektrisk forbindelse – selv under krevende driftsforhold.
Spesielt i lys av økende elektrifisering, stigende effekttetthet og stadig høyere krav til robusthet og levetid, gir innpressingsteknikken avgjørende fordeler. En forutsetning for optimal ytelse er imidlertid det presise samspillet mellom innpressingssonen, kretskortet og prosesseringen.
En viktig suksessfaktor er valget av en optimalt utformet innpressingssone. Innpressingssonene fra ept GmbH – spesielt Tcom press®-teknologien – kjennetegnes av svært kontrollerbart innpressingsatferd, lav belastning på kretskortet og høy stabilitet i prosessvinduet. Dette minimerer skader på gjennomgående kontakter og sikrer samtidig varig stabile elektriske kontakter. I tillegg muliggjør geometrien til ept-innpressingssonen pålitelig bearbeiding selv ved trange toleranser og krevende kretskortkonstruksjoner.
Som erfaren spesialist innenfor tilkoblingsteknologi tilbyr ept GmbH skreddersydde løsninger innenfor innpressingsteknologi. Med innovative teknologier som Tcom press®-innpressingssonen, omfattende applikasjonskunnskap og høy produksjonskompetanse støtter ept sine kunder i å realisere pålitelige og økonomiske tilkoblingsløsninger for krevende applikasjoner.
Spesielt i lys av økende elektrifisering, stigende effekttetthet og stadig høyere krav til robusthet og levetid, gir innpressingsteknikken avgjørende fordeler. En forutsetning for optimal ytelse er imidlertid det presise samspillet mellom innpressingssonen, kretskortet og prosesseringen.
En viktig suksessfaktor er valget av en optimalt utformet innpressingssone. Innpressingssonene fra ept GmbH – spesielt Tcom press®-teknologien – kjennetegnes av svært kontrollerbart innpressingsatferd, lav belastning på kretskortet og høy stabilitet i prosessvinduet. Dette minimerer skader på gjennomgående kontakter og sikrer samtidig varig stabile elektriske kontakter. I tillegg muliggjør geometrien til ept-innpressingssonen pålitelig bearbeiding selv ved trange toleranser og krevende kretskortkonstruksjoner.
Som erfaren spesialist innenfor tilkoblingsteknologi tilbyr ept GmbH skreddersydde løsninger innenfor innpressingsteknologi. Med innovative teknologier som Tcom press®-innpressingssonen, omfattende applikasjonskunnskap og høy produksjonskompetanse støtter ept sine kunder i å realisere pålitelige og økonomiske tilkoblingsløsninger for krevende applikasjoner.